Study on the Hot Working Behavior of GH4169 Superalloy for Aerospace Structural Components
Abstract
GH4169 superalloy exhibits excellent comprehensive mechanical properties, particularly maintaining stable strength and performance at temperatures below 650°C. While the alloy has been widely used in disk forgings in China, its application in aerospace structural components is still at an early stage. Therefore, research on its hot working behavior is of great significance for expanding its use in aerospace structures.
In this study, a representative aerospace structural component was selected. Numerical simulation and process optimization methods were employed to develop a forging process route, followed by industrial-scale forging trials. The results demonstrate that GH4169 structural forgings produced through closed-die forging exhibit stable and controllable forming behavior. The forged components meet all technical requirements regarding macrostructure, microstructure, grain size, and mechanical properties, confirming their suitability for aerospace structural applications.
Introduction
GH4169 is a precipitation-hardened nickel-chromium-iron-based wrought superalloy. Owing to the significant coherent strain energy between the matrix and precipitate phases, the alloy maintains excellent microstructural stability and mechanical performance over a wide temperature range from -253°C to 650°C.
The equivalent international grade of GH4169 is Inconel 718, one of the most widely used nickel-based superalloys in the aerospace engine industry.
The primary strengthening phase in GH4169 is the metastable γ'' (gamma double-prime) phase. At elevated temperatures, γ'' gradually transforms into the stable orthorhombic δ phase. As the temperature further increases, the amount of δ phase decreases until it completely dissolves. The morphology, distribution, and volume fraction of the δ phase have a significant influence on the alloy's microstructure and mechanical properties. Properly distributed δ phases can:
Refine grain size;
Improve impact toughness and ductility;
Delay crack initiation and propagation along grain boundaries;
Enhance fatigue resistance.
GH4169 possesses an excellent combination of high strength, creep resistance, and fatigue performance. Its mechanical properties remain particularly stable at temperatures below 650°C.
Initially, GH4169 was mainly used for turbine disk forgings in China. With the advancement of deformation processing technologies, extensive studies have been conducted on the effects of deformation temperature, strain rate, deformation amount, forging sequence, cooling methods, encapsulation, and lubrication on precipitate evolution and mechanical properties.
Today, GH4169 products include rings, disks, bars, plates, tubes, wires, strips, and various hot- and cold-worked products. As aerospace structures increasingly demand higher strength and reliability, the application of GH4169 in complex structural components has become increasingly important.
This study focuses on a representative GH4169 structural component. Through numerical simulation, process development, forging trials, and performance evaluation, the feasibility of manufacturing aerospace structural forgings using GH4169 alloy was verified.
Experimental Materials and Methods
Selection of Typical Forging
A representative irregular plate-shaped aerospace structural component made from GH4169 alloy was selected for this study. The component was manufactured using a closed-die forging process.
The forging geometry featured complex cross-sectional variations typical of aerospace structural applications.
Figure Schematic diagram of typical forging structure
Forging Process Design
The forging process was carried out on a large hydraulic press using closed-die forging technology.
Key process parameters included:
Forging temperature: 1000°C–1020°C
Billet diameter: 300 mm
Forging passes: Two heating cycles
Billet encapsulation prior to forging
Optimized section design to ensure uniform deformation distribution
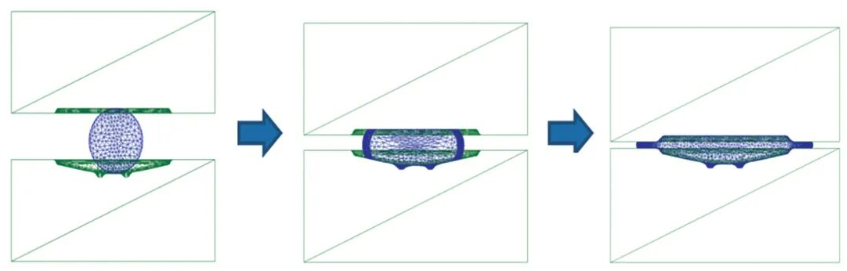
Figure Forging Forming Simulation
Numerical simulation was conducted to predict material flow and optimize the forming sequence before production trials.
Heat Treatment Process
The forged components were subjected to a standard solution treatment plus aging treatment.
Solution Treatment
Temperature: 950°C–980°C
Holding time: 1–1.5 hours
Cooling: Oil quenching
Aging Treatment
Temperature: 700°C–740°C
Holding time: 6–10 hours
Controlled furnace cooling at 40–60°C/h to 600°C–640°C
Second-stage holding: 6–10 hours
Final cooling: Air cooling
Special attention was paid to maintaining oil temperature below 60°C during quenching to minimize distortion and ensure uniform cooling.
Results and Discussion
Chemical Composition
The chemical compositions of three production batches were analyzed and found to be highly uniform, demonstrating excellent process consistency and alloy quality.
Microstructure Analysis
The average grain size of all forgings reached ASTM Grain Size No. 8, significantly finer than the specification requirement of ASTM No. 4 or finer.
This indicates:
Adequate deformation during forging;
Effective grain refinement;
Excellent microstructural control.
Microscopic examination revealed that:
The primary strengthening phase remained γ''.
Fine rod-shaped δ phases were uniformly distributed along grain boundaries.
The δ phase effectively pinned grain boundaries, preventing grain growth.
This microstructure contributes to:
Reduced notch sensitivity;
Enhanced fatigue resistance;
Improved overall mechanical performance.
Mechanical Properties
Mechanical testing was performed on three production batches.
Tensile Strength
Average tensile strengths were:
All values exceeded specification requirements by substantial margins.
Yield Strength
Average yield strengths were:
Although some variation was observed, all results comfortably met aerospace requirements.
Ductility
The forged components demonstrated excellent ductility.
Average elongation values:
Reduction of area values also significantly exceeded specification requirements, indicating outstanding plastic deformation capability.
Stress-Rupture Performance
High-temperature stress-rupture testing showed:
Elongation after rupture: 14.7%–27.7%
Average elongation after rupture: 19.7%
These results demonstrate excellent high-temperature durability and sufficient performance margins for demanding aerospace service conditions.
Conclusions
Based on the forging trials and comprehensive evaluation of chemical composition, microstructure, and mechanical properties, the following conclusions can be drawn:
1. Suitability for Aerospace Structural Forgings
GH4169 superalloy is well suited for manufacturing aerospace structural components using the closed-die forging process. The forming process is stable and controllable, enabling the production of complex structural geometries.
2. Importance of Material Quality and Heat Treatment
The use of high-quality GH4169 alloy combined with a Class II heat treatment process can effectively optimize the microstructure, enhance fatigue resistance, and ensure compliance with aerospace performance requirements.
3. Industrial Feasibility
The developed forging process successfully produced aerospace structural forgings with:
Fine grain structure;
Uniform microstructure;
Excellent tensile properties;
Superior stress-rupture performance.
The study confirms the feasibility of expanding GH4169 superalloy applications from traditional engine components to advanced aerospace structural parts.